1 金刚石线切割
20世纪90年代,国际上为了解决大尺寸硅片的加工问题,采用了线锯加工技术将硅棒切割成片。早期的线锯加工技术是采用裸露的金属线和游离的磨料,在加工过程中,将磨料以第三者加入到金属线和加工件之间产生切削作用[1]。这种技术被成功地用于对硅和碳化硅的加工。为了进一步缩短加工时间,以及对其它坚硬物质和难以加工的陶瓷进行加工,人们将金刚石磨料以一定的方式固定到金属线上,从而产生了固定金刚石线锯。
3.1金刚石线切割的原理
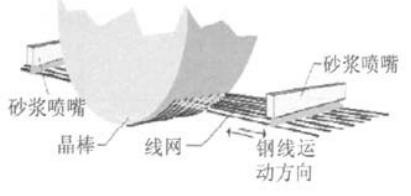
图3.1金刚石线切割原理图
如图3.1高速往复运动的切割线带动砂浆到切割区,使砂浆中的研磨颗粒(SiC颗粒)与硅棒表面高速磨削,由于研磨颗粒有非常锐利的棱角,并且硬度远大于硅棒的硬度,所以硅棒与线锯接触的区域逐渐被砂浆磨削掉,进而达到切割的效果,同时砂浆也可以带走磨削中产生的大量热[2]。
在对金刚石线锯切割机理的认识过程中,许多研究者认为,金刚石磨粒的微观切削运动是一个滚动、嵌入过程,提出了“滚动 -嵌入”模型。Li 等人提出锯丝施加在磨粒上的力带动磨粒沿切削表面滚动,同时压挤磨粒嵌入切削表面,从而形成剥落片屑和表面裂缝,形成宏观的切割作用。重点研究了磨粒嵌入工件时的应力分布和作用, 发现磨粒对材料的最大剪切应力发生在微观切削表面之下,据此对磨料的选择进行优化。Kao 等人指出在 “滚动 - 嵌入” 模型中,磨粒的运动除滚动和嵌入外,还包括刮擦, 三者共同形成切削作用。Bhagavat等人则在这个模型中考虑了磨浆的作用并认为,在锯丝带动游离磨料切割硅锭的小区域内,锯丝与磨浆的运动构成了一个弹性流体动力学环境,用有限元方法分析锯丝与硅锭间的磨浆弹性流体动力学模型,得到磨浆薄膜厚度和压力分布关于走丝速度、磨浆粘度和切割条件的函数, 还得出结论:磨浆薄膜厚度大于平均磨粒尺寸,是磨粒的流动产生了切削[3]。
3.2 金刚石线切割的导线轮
根据切割材料直径不同和设备制造厂家的技术考虑导线轮有2轮、3轮、4轮不等,安装方法有2轮平行、等边三角形或梯形,如图3.2所示。
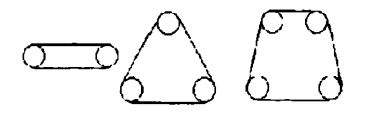
图3.2导线轮安装形式
导线轮是控制片厚的关键部件,导线轮是用高分子材料制作的精密滚轮,在其表而刻有等同于线宽、深的螺旋槽,切割时将线绕在导线轮上。要求其材料耐磨性要好、刚度要高,在切割张紧时不能变形:片厚的控制取决于槽间宽度,槽间宽度误差应小于5um,所以对材质要求和加工精度都非常高[4]。
3.3 金刚石线切割的特点[5]
a) 可加工非导电材料 而传统的放电加工则不能
b) 可进行多线切割
c) 刀缝损失小 这对加工成本高的半导体和贵重材料非常重要。用直径350 m 的金刚石线切SiC单晶时刀缝才为0 .3048 mm
d) 可自由改变切割位向
3.4 金刚石线切割的应用
20世纪90年代,国际上为了解决大尺寸硅片的加工问题,采用了线锯加工技术将硅棒切割成片,这种技术被成功地用于对硅和碳化硅的加工。
目前,采用金刚石工具切割花岗石是石材加工常用的方法之一
目前在光电子工业中使用最为广泛的是往复式多线锯
金刚石线切割被广泛的用在大尺寸半导体和光电池薄片切割
参考文献
[1]Ito S,Murata R Study on machining characteristics of dia—mond abrasive wire EJ].J Mechanical Engineering Lab,1987,41(5):236
[2]冯涛,李保军,马玉通.锗单晶切割工艺研究[J].电子工业专用设备,2009,175.
[3]周锐,李剑峰等.金刚石线锯的研究现状与进展[J].现代制造工程,2004,(6):112-115.
[4]杨树人,王宗昌.半导体材料[M].北京:科学出版社,2003,56-59.

